by Katie Fowler·Comments Off on Discover the Advantages of Wet wipes for adult
China Wet wipes for adult supplier, offer several advantages for adults in various situations. Here are some of the key benefits of using wet wipes for adults:
Hygiene and Cleansing:
Wet wipes provide a convenient and effective way to maintain personal hygiene and cleanliness. They are specifically designed for gentle and thorough cleansing of the body, including intimate areas. Wet wipes are often infused with mild cleansing agents and moisturizers, ensuring a refreshing and soothing experience while effectively removing dirt, sweat, and odor.
Convenience and Portability:
Wet wipes are compact and portable, making them ideal for on-the-go use. Whether you’re traveling, at work, or outdoors, having wet wipes readily available allows you to freshen up quickly and easily. They eliminate the need for running water, soap, and towels, making them a convenient alternative in situations where traditional washing facilities may be limited or unavailable.
Skin Care and Moisturizing:
Many wet wipes are formulated with moisturizing ingredients, such as aloe vera or vitamin E, which can help nourish and hydrate the skin. These moisturizing properties can be particularly beneficial for individuals with sensitive or dry skin. Wet wipes can provide a gentle cleansing experience without causing excessive dryness or irritation.
Gentle and Soft:
Adult wet wipes are designed to be gentle on the skin. They are often made from soft, non-woven materials that are smooth and soothing when used on the body. The texture of wet wipes helps prevent friction and irritation, making them suitable for individuals with sensitive skin or those who may have mobility restrictions and require gentle care.
Versatility:
Wet wipes have a wide range of applications beyond personal hygiene. They can be used for various purposes, such as cleaning surfaces, wiping hands, or refreshing during hot weather. Adult wet wipes are also commonly used in healthcare settings, including hospitals and nursing homes, for patient care and hygiene maintenance.
Odor Control:
Some wet wipes are specially formulated with deodorizing agents to help neutralize unpleasant odors. This can be particularly useful for individuals who may experience body odor due to sweating or incontinence. The deodorizing properties of wet wipes can provide a quick and convenient solution to help manage odor-related concerns.
It’s important to note that when using wet wipes, it’s advisable to choose products specifically designed for adult use. These wipes are formulated with the adult body and skin in mind, considering factors such as pH balance and sensitivity. Additionally, it’s essential to dispose of wet wipes properly, following local waste disposal guidelines.
Overall, the advantages of wet wipes for adults lie in their convenience, hygiene benefits, gentle care, and versatility. They offer a practical solution for personal cleansing and refreshing, making them a popular choice for individuals seeking quick and effective hygiene maintenance in various situations.
by Katie Fowler·Comments Off on How do you clean and maintain nonwoven bags to ensure their longevity?
Cleaning and maintaining nonwoven bags is relatively simple and can help ensure their longevity. Here are some tips:
Regular Cleaning: Nonwoven bags can be cleaned regularly to remove dirt, stains, and odors. Empty the bag and shake off any loose debris. Wipe the surface with a damp cloth or sponge using mild soap or detergent. Make sure to clean both the interior and exterior of the bag. Avoid using harsh chemicals or bleach, as they may damage the fabric.
Spot Cleaning: For smaller stains or localized dirt, spot cleaning can be effective. Use a mild stain remover or a mixture of water and gentle detergent. Apply the solution to the stained area and gently scrub with a soft brush or cloth. Rinse thoroughly and let the bag air dry.
Machine Washing: Some nonwoven bags are machine washable. Check the care instructions provided by the manufacturer to determine if machine washing is suitable for your bag. If machine washable, place the bag in a laundry bag or pillowcase to protect it during the wash cycle. Use a gentle or delicate setting with cold water and mild detergent. Avoid using fabric softeners or bleach. After washing, air dry the bag completely before use.
Hand Washing: If machine washing is not recommended or not possible, hand washing is an alternative. Fill a basin or sink with cold water and add mild detergent. Submerge the bag and gently agitate it to loosen dirt. Rinse thoroughly with clean water. Squeeze out excess water without wringing or twisting the bag. Air dry the bag away from direct heat or sunlight.
Storing: Proper storage when the bag is not in use can help maintain its condition. Ensure the bag is clean and completely dry before storing. Keep it in a cool, dry place away from direct sunlight, as prolonged exposure to sunlight may cause fading or discoloration. Avoid storing the bag in humid or damp environments to prevent mold or mildew growth.
Avoid Overloading: Nonwoven bags have weight limits, and overloading them can strain the seams and handles. Be mindful of the bag’s capacity and avoid carrying excessively heavy items that could cause damage.
Repairing: In case of minor tears or loose stitching, repair them promptly to prevent further damage. Use a needle and thread to mend small tears or reinforce weak areas. non woven bag If the damage is extensive or beyond repair, consider replacing the bag.
By following these cleaning and maintenance practices, you can keep your nonwoven bags in good condition, extend their lifespan, and continue to use them for multiple purposes.
What materials are nonwoven bags typically made of, and are they environmentally friendly?
Nonwoven bags are typically made from nonwoven polypropylene (PP) fabric. Polypropylene is a thermoplastic polymer that can be melted and spun into fibers to create a nonwoven fabric. Nonwoven polypropylene fabric is durable, lightweight, and has moisture resistance.
As for their environmental impact, nonwoven bags are considered to be more environmentally friendly compared to single-use plastic bags. Here are a few reasons:
Reusability: Nonwoven bags are designed for multiple uses. Their durability allows them to be reused numerous times, reducing the need for single-use bags. By using a nonwoven bag repeatedly, the overall demand for disposable bags decreases.
Reduced Waste: Since nonwoven bags are reusable, they help reduce the amount of waste generated from single-use bags. Disposable plastic bags often end up in landfills or as litter, contributing to environmental pollution. By using nonwoven bags, the amount of plastic waste can be significantly reduced.
Recyclability: Nonwoven polypropylene fabric is recyclable in many recycling facilities that accept polypropylene materials. Recycling nonwoven bags helps reduce the demand for new raw materials and decreases the environmental impact associated with the production of new bags.
Alternative to Paper Bags: Nonwoven bags can be seen as an environmentally friendly alternative to paper bags. While paper bags are biodegradable, their production requires significant amounts of energy, water, and trees. Nonwoven bags, on the other hand, have a longer lifespan and can be reused multiple times, making them a more sustainable choice.
However, it’s important to note that the environmental impact of nonwoven bags is also influenced by factors such as their production process, recycling infrastructure, and end-of-life disposal. While nonwoven bags offer advantages over single-use plastic bags, it is still important to promote responsible use, proper disposal, and recycling to minimize their environmental footprint.
Additionally, there are also nonwoven bags made from other materials such as cotton or polyester. These alternative materials may offer different environmental benefits and considerations, depending on their production methods and end-of-life options.
by Katie Fowler·Comments Off on How are fire fighting water monitors tested, maintained, and inspected to ensure their proper functioning during emergencies?
Fire fighting water monitors are tested, maintained, and inspected regularly to ensure their proper functioning during emergencies.
Here are the typical procedures involved:
Testing: Fire fighting water monitors undergo various tests to assess their performance and functionality. These tests can include flow tests to measure the water flow rate and pressure, range tests to determine the maximum reach of the monitor, and pattern tests to verify the spray pattern and dispersion. Additionally, functional tests may be conducted to ensure that all control mechanisms, such as valves, nozzles, and oscillation features, are operating correctly.
Maintenance: Regular maintenance is crucial to keep fire fighting water monitors in optimal condition. This includes routine cleaning to remove debris or sediment that may accumulate inside the monitor. Lubrication of moving parts, such as swivel joints or oscillation mechanisms, is often necessary to ensure smooth operation. Maintenance also involves inspecting and replacing any worn or damaged components, such as seals, gaskets, or hoses. Electrical systems, if applicable, should be inspected and tested as well.
Inspections: Fire fighting water monitors should be inspected periodically to identify any potential issues or deficiencies. Inspections may involve checking for physical damage, corrosion, or leaks in the monitor structure or associated piping. The inspection process may also include verifying the condition and integrity of electrical connections or control panels, if applicable. Inspections should be conducted by trained personnel following established guidelines and standards.
Compliance with Standards: Fire fighting water monitors should adhere to relevant standards and regulations. Regular inspections may include verifying compliance with these standards, such as NFPA (National Fire Protection Association) codes or local fire safety regulations. Compliance ensures that the monitors meet required performance specifications and safety guidelines.
Training and Operator Familiarization: It is essential to provide training to operators responsible for using fire fighting water monitors. Training should cover proper operation, control mechanisms, safety precautions, and emergency response protocols. Regular training sessions can reinforce knowledge and ensure that operators are familiar with the equipment.
Documentation: Proper documentation of testing, maintenance, and inspection activities is crucial. Records should be maintained for each fire fighting water monitor, including dates of tests, maintenance activities performed, inspection reports, and any repairs or replacements carried out. This documentation helps track the history of the monitor, identify trends, and schedule future maintenance or inspections.
It is important to note that specific testing, maintenance, and inspection procedures may vary depending on the type and model of the fire fighting water monitor, as well as applicable local regulations and industry best practices. Manufacturers’ guidelines and recommendations should be followed for the particular monitor being used.
What are the typical applications and settings where fire fighting water monitors are used?
Fire fighting water monitors are used in various applications and settings where high-volume water delivery is needed for fire suppression.
Some typical applications and settings include:
Industrial Facilities: Fire fighting water monitors are commonly found in industrial facilities such as manufacturing plants, refineries, chemical plants, and power plants. These facilities often have high fire risk due to the presence of hazardous materials or processes. china fire fighting water monitor supplier Monitors are strategically placed to provide effective coverage and deliver large volumes of water to suppress fires.
Oil and Gas Industry: In the oil and gas sector, fire fighting water monitors are employed in drilling rigs, production platforms, storage terminals, and refineries. These environments are prone to flammable substances, and monitors are crucial for rapid and powerful fire suppression to safeguard personnel, equipment, and infrastructure.
Port Facilities and Shipping: Fire fighting water monitors are installed in port facilities, container terminals, and aboard ships to protect against potential fires. They are strategically positioned to cover a wide area, including docked vessels, storage areas, and cargo handling equipment.
Airports: Airports utilize fire fighting water monitors as part of their fire suppression systems. Monitors are often mounted on specialized vehicles known as ARFF (Aircraft Rescue and Firefighting) vehicles. These monitors are used to deliver large volumes of water, foam, or fire suppressants in the event of an aircraft fire or other emergencies.
Municipal Fire Departments: Fire departments may deploy fire fighting water monitors as part of their firefighting apparatus. They can be mounted on fire trucks or specialized vehicles and used in situations where high-volume water delivery is required, such as extinguishing large fires in buildings, warehouses, or open spaces.
Mining Operations: Fire fighting water monitors are utilized in mining operations to combat fires in underground tunnels, surface mining sites, or processing facilities. Their ability to deliver water over long distances and at high flow rates is essential in controlling and extinguishing fires in these challenging environments.
Petrochemical Plants: Petrochemical plants, which produce chemicals derived from petroleum or natural gas, employ fire fighting water monitors to mitigate fire risks. These monitors are strategically positioned to protect critical equipment, storage tanks, and process areas.
Large Public Events: Fire fighting water monitors can be deployed in large public events, concerts, or festivals where a significant number of people gather. Monitors provide an additional layer of fire protection, particularly in situations where traditional fire hydrants may not be readily available or sufficient.
Military and Defense: Fire fighting water monitors are also used in military and defense applications. They are utilized for fire suppression in military bases, naval vessels, aircraft hangars, and other defense installations.
These are just a few examples of the diverse applications and settings where fire fighting water monitors are commonly employed. The specific deployment and use of monitors depend on the unique fire risks and requirements of each location or industry.
by Katie Fowler·Comments Off on How can I assess the suitability of blue dye testing products without purchasing them?
Assessing the suitability of blue dye testing products without purchasing them can be challenging.
But there are a few strategies you can employ to gather information and make an informed decision:
Request Product Information: Reach out to the manufacturers or suppliers of blue dye testing products and request detailed product information. Ask for product specifications, technical data sheets, or product brochures. These documents can provide insights into the features, capabilities, and application areas of the products.
Product Samples or Demonstrations: Inquire if the manufacturer or supplier can provide product samples or arrange product demonstrations. While this may not always be possible due to cost or logistical constraints, some companies may offer sample kits or demonstrations either free of charge or for a nominal fee. This allows you to evaluate the product’s usability, performance, and compatibility with your specific testing needs.
Customer References: Ask the manufacturer or supplier for customer references or case studies. Contact other organizations or professionals who have used their blue dye testing products and inquire about their experiences, satisfaction levels, and any specific insights they can provide. This can give you an indication of the product’s reliability and effectiveness in real-world applications.
Online Reviews and Ratings: Look for online reviews and ratings of the blue dye testing products or the manufacturers themselves. Online platforms, industry forums, or specialized review websites may contain feedback from customers who have used the products. While reviews should be approached with some caution, they can provide valuable insights and user perspectives.
Industry Standards and Certifications: Check if the blue dye testing products comply with relevant industry standards and certifications. Look for certifications such as ISO 9001 (quality management) or ISO 13485 (medical devices). Compliance with recognized standards indicates that the manufacturer has implemented quality control processes and meets specific industry requirements.
Technical Support and Expertise: Assess the level of technical support and expertise provided by the manufacturer or supplier. Inquire about their customer support channels, such as phone or email support, and their ability to assist with product selection, blue dye testing manufacturers troubleshooting, or training. A responsive and knowledgeable support team can be valuable in addressing any questions or concerns you may have.
Remember, while these strategies can provide insights into the suitability of blue dye testing products, they may not replace firsthand experience. If possible, consider starting with a small purchase or trial order to evaluate the products before committing to larger quantities or long-term agreements.
What are some common industry standards and certifications that blue dye testing products should comply with?
Blue dye testing products may need to comply with various industry standards and certifications depending on their specific applications and industries.
Here are some common standards and certifications that are relevant to blue dye testing:
ASTM E1417: ASTM E1417 is a standard published by the American Society for Testing and Materials (ASTM) that provides guidelines for liquid penetrant testing (including dye penetrant testing). It covers the materials, procedures, and acceptance criteria for testing the surface integrity of materials.
ISO 3452: ISO 3452 is an international standard that provides requirements for non-destructive testing—specifically, liquid penetrant testing. It outlines the procedures, techniques, and acceptance criteria for detecting surface discontinuities using dye penetrants.
ASME BPVC Section V: The American Society of Mechanical Engineers (ASME) Boiler and Pressure Vessel Code (BPVC) Section V includes requirements and guidelines for non-destructive examination methods, including liquid penetrant testing. It provides specifications for the application of penetrant testing in the fabrication and inspection of pressure vessels, boilers, and other components.
Nadcap: Nadcap (National Aerospace and Defense Contractors Accreditation Program) is a global cooperative accreditation program for aerospace and defense industries. It sets specific requirements for various testing methods, including liquid penetrant testing. Nadcap accreditation ensures that the testing methods and procedures meet industry-specific quality and performance standards.
ISO 9001: ISO 9001 is a widely recognized international standard for quality management systems. While it is not specific to blue dye testing, ISO 9001 certification demonstrates that the manufacturer has established and maintains an effective quality management system, ensuring consistent quality in their products and services.
ISO 13485: ISO 13485 is an international standard for medical devices. If blue dye testing products are used in medical device manufacturing or testing, compliance with ISO 13485 demonstrates that the manufacturer follows the necessary quality management systems specific to the medical device industry.
It’s important to note that the specific standards and certifications required for blue dye testing products may vary depending on the industry, application, and regulatory requirements in your region. When evaluating suppliers or manufacturers, inquire about their compliance with relevant standards and certifications to ensure that their products meet the necessary quality and performance expectations for your specific needs.
by Katie Fowler·Comments Off on What are some common challenges or issues that can arise during the production process of wet wipes?
During the production process of wet wipes, several challenges or issues may arise that can affect the quality, efficiency, and reliability of the manufacturing process.
Some common challenges include:
Substrate Quality: The quality of the nonwoven fabric or substrate used in wet wipes can vary, and inconsistencies in substrate quality can lead to issues such as tearing, poor liquid absorption, or insufficient strength of the wipes.
Moisture Control: Achieving and maintaining the desired moisture level in wet wipes can be challenging. Inadequate moisture can result in dry or ineffective wipes, while excessive moisture can lead to leakage, mold growth, or reduced shelf life.
Solution Consistency: Ensuring consistent formulation and application of the wet wipe solution is crucial. Variations in the concentration or distribution of the solution can affect the effectiveness and performance of the wipes.
Folding and Cutting Accuracy: The folding and cutting process must be precise to achieve uniform sizes and shapes of wet wipes. Issues such as misalignment, improper folding, or inaccurate cutting can result in uneven or irregularly shaped wipes.
Packaging Integrity: Proper sealing and packaging are essential to maintain the freshness, moisture content, and hygiene of the wet wipes. Inadequate sealing or packaging defects can lead to drying out of the wipes, contamination, or loss of moisture.
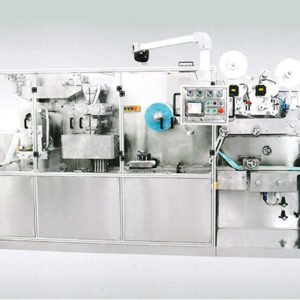
Equipment Maintenance: Regular maintenance and upkeep of the wet wipes machinery are crucial for consistent production. Failure to perform routine maintenance can lead to unexpected downtime, reduced efficiency, or compromised quality.
Contamination Control: Maintaining a clean and controlled production environment is important to prevent contamination of the wet wipes by microorganisms, particles, or foreign substances. Contamination can compromise the safety and effectiveness of the wipes.
Regulatory Compliance: Wet wipes production must adhere to relevant regulatory standards and requirements, including those related to product safety, labeling, ingredient restrictions, and environmental considerations. Non-compliance with regulations can lead to legal issues and reputational damage.
Quality Assurance: Implementing robust quality control measures is essential to ensure that the produced wet wipes meet the desired standards in terms of performance, hygiene, and customer expectations. Quality control issues can result in customer complaints, product recalls, or loss of market reputation.
To address these challenges, manufacturers of wet wipes should implement quality control protocols, conduct regular testing and inspections, wet wipes machinery train operators on proper procedures, and invest in reliable machinery and equipment. Continuous improvement, feedback from customers, and staying updated with industry best practices can also help mitigate potential issues and enhance the overall production process of wet wipes.
What are some best practices for maintaining a clean and controlled production environment for wet wipes?
Maintaining a clean and controlled production environment is crucial for ensuring the quality, safety, and hygiene of wet wipes.
Here are some best practices to consider:
Good Manufacturing Practices (GMP): Implement and adhere to GMP guidelines specific to wet wipes production. GMP encompasses practices and procedures that ensure a high level of cleanliness, hygiene, and quality control throughout the production process.
Cleanliness and Sanitation: Establish and enforce strict cleaning and sanitation protocols for the production area. This includes regular cleaning of surfaces, equipment, tools, and storage areas using approved cleaning agents. Pay particular attention to areas that come into direct contact with the wet wipes.
Personal Hygiene: Emphasize the importance of personal hygiene among employees. Implement policies and provide training on proper handwashing, use of personal protective equipment (PPE), and adherence to hygiene practices such as wearing clean uniforms or protective clothing.
Contamination Prevention: Take measures to prevent cross-contamination. This includes implementing separate areas or zones for different stages of production, ensuring proper segregation of materials and equipment, and minimizing movement between clean and dirty areas.
Air Quality Control: Maintain good air quality within the production environment. Install adequate ventilation systems to control temperature, humidity, and air circulation. Consider air filtration systems to minimize the presence of airborne particles or contaminants.
Pest Control: Develop and implement a comprehensive pest control program to prevent pests from entering the production area. Regular inspections, sealing of entry points, proper waste management, and use of approved pest control methods are essential.
Raw Material Handling: Ensure that raw materials, including substrates and liquid solutions, are stored properly in a clean and controlled environment. Implement procedures to track and verify the quality and integrity of incoming materials.
Equipment Maintenance: Regularly maintain and clean the wet wipes machinery. Establish a preventive maintenance program to address routine servicing, calibration, and inspection of equipment to ensure optimal performance and minimize the risk of contamination.
Training and Awareness: Provide comprehensive training to employees on cleanliness, hygiene practices, and contamination prevention. Foster a culture of cleanliness and quality consciousness, where all employees understand their roles and responsibilities in maintaining a clean production environment.
Monitoring and Auditing: Implement regular monitoring and auditing procedures to assess the cleanliness and hygiene levels within the production area. Conduct inspections, environmental swabbing, and microbial testing to verify the effectiveness of cleaning protocols.
Documentation and Record Keeping: Maintain accurate and up-to-date records of cleaning schedules, maintenance activities, inspections, and audits. This documentation can help track compliance, identify areas for improvement, and demonstrate adherence to regulatory requirements.
By implementing these best practices, manufacturers can create and maintain a clean and controlled production environment for wet wipes. Regular evaluation, continuous improvement, and adherence to industry standards and regulations are essential to ensure the highest level of quality and safety in wet wipes production.
by Katie Fowler·Comments Off on Can you provide examples of industries or applications where Waterworks Systems fittings are commonly used?
Here are some common industries and applications where Waterworks Systems fittings from companies like Anvil, Smith-Blair, and Mueller are frequently utilized:
Municipal water systems
Used for water main distribution pipes, fire hydrants, valves, service lines, and meters.
Wastewater infrastructure
Sewer pipes, manholes, cleanouts, and lift stations fittings.
Agriculture/irrigation
Piping systems for watering crops, livestock troughs, pond supply lines.
Power generation
Cooling water intake/discharge pipes at coal, nuclear, gas plants.
Oil & gas
Water handling at drilling sites, refineries, pipelines for enhanced recovery.
Commercial plumbing
Fittings for buildings’s water supply, sprinkler systems, HVAC chilled water loops.
Industrial
Factory process water pipes, boilers, cooling towers, waste treatment plants.
Mining
Mine dewatering, slurry pipelines, drilling operations water supply.
Swimming pools
Pool water piping, drainage, equipment connections.
Fire protection
Sprinkler systems, standpipes, fire pumps, fire hydrants.
Waterworks fittings are essential infrastructure components for municipal water/sewer utilities as well as commercial, industrial and construction applications that involve water distribution, wastewater, or fire suppression needs.
by Katie Fowler·Comments Off on What are some other factors to consider when choosing diapers for a baby girl?
When choosing diapers for a baby girl, there are several factors to consider beyond the brand.
Here are some additional factors to keep in mind:
Size and Fit: Ensure that the diapers are the appropriate size for your baby girl’s weight and age. A proper fit is crucial for comfort and to prevent leakage. Diapers that are too loose or too tight may not provide adequate protection or may cause discomfort for your baby.
Absorbency: Look for diapers with good absorbency to keep your baby girl dry and prevent leaks. Consider the diaper’s absorbent core and how well it can handle your baby’s urine output. Diapers with high absorbency are especially important during nighttime or extended periods between changes.
Comfort and Softness: Softness and comfort are essential for your baby girl’s delicate skin. Choose diapers made from soft materials that won’t cause irritation or rashes. Diapers with a soft inner lining or a breathable design can help keep your baby’s skin dry and comfortable.
Wetness Indicator: Some diapers feature a wetness indicator, which changes color when the diaper is wet. This can be helpful in determining when it’s time for a diaper change, especially for new parents who are still learning their baby’s cues.
Hypoallergenic and Skin Sensitivity: If your baby girl has sensitive skin or a history of allergies, consider opting for hypoallergenic diapers. These diapers are typically free from fragrances, lotions, and harsh chemicals that can irritate the skin.
Price and Value: Diapers can be a significant ongoing expense, so consider your budget and the value offered by different diaper brands. While cost is important, also factor in the diaper’s performance, quality, and the number of diapers in each pack.
Environmental Considerations: If you prioritize environmental sustainability, you may want to look for diapers that are eco-friendly and made from renewable or biodegradable materials. Some brands offer diapers with reduced environmental impact or offer recycling programs for used diapers.
Availability and Accessibility: Consider the availability and accessibility of the diaper brand you choose. Ensure that the diapers are readily available in your area or through online retailers to ensure a consistent supply.
Remember that each baby is unique, and what works for one baby girl may not work for another. It may take some trial and error to find the right diaper brand and style that suits your baby girl’s needs and preferences.
What are some common signs that a diaper is not the right fit for a baby girl?
There are several common signs that indicate a diaper may not be the right fit for a baby girl.
Here are some signs to look out for:
Leakage: If you notice frequent instances of leakage, whether it’s around the legs, waist, or back, it may indicate that the diaper is not providing a proper fit. China best diapers for baby girl factory The diaper should have snug but comfortable elastic around the legs and waist to prevent leaks.
Red Marks or Indentations: If you see red marks or indentations on your baby girl’s skin after removing the diaper, it suggests that the diaper may be too tight. Diapers that are too small or have a tight fit can leave marks on the skin and potentially cause discomfort or irritation.
Sagging: On the other hand, if the diaper appears excessively saggy or droopy, it may be a sign that it is too large or not fitted properly. A diaper that doesn’t fit snugly around the baby’s legs and waist may not be able to contain urine and stool effectively.
Constant Adjustments: If you find yourself frequently adjusting the diaper or repositioning it to prevent leaks or discomfort, it could be an indication that the fit is not right. The diaper should stay in place comfortably without constant readjustments.
Discomfort or Irritation: Pay attention to your baby girl’s behavior and any signs of discomfort or irritation. If she seems fussy, is constantly pulling at the diaper, or has redness or rashes in the diaper area, it could be a sign that the diaper is not suitable for her sensitive skin or that it does not fit properly.
Difficulty Fastening or Closing: If you consistently struggle to fasten or close the diaper tabs, it may indicate that the diaper size is too small or that the design does not accommodate your baby girl’s body shape.
It’s important to remember that babies grow and change quickly, so what fits well one month may not fit as well the next. Regularly check your baby girl’s diaper fit and make adjustments as needed to ensure she remains comfortable, dry, and protected from leaks and irritation.
by Katie Fowler·Comments Off on What are some common applications for black iron pipe fittings in industrial settings?
Black iron pipe fittings find numerous applications in industrial settings due to their durability and suitability for handling various fluids and gases.
Here are some common industrial applications for black iron pipe fittings:
Process Piping: Black iron pipe fittings are widely used in process piping systems within industries such as chemical processing, oil and gas, refineries, and power plants. They are used to connect and route pipes carrying liquids, gases, or solids between different equipment, tanks, or processing units.
Steam Systems: Black iron pipe fittings are commonly employed in steam distribution and condensate return systems. These fittings can handle the high temperatures and pressures associated with steam while providing secure connections for steam supply lines, steam traps, condensate lines, and other components.
Natural Gas Distribution: Black iron pipe fittings are extensively used in natural gas distribution systems, both for residential and industrial applications. They are employed to connect gas supply lines, distribution lines, regulators, meters, and appliances, ensuring safe and reliable delivery of natural gas.
HVAC Systems: Black iron pipe fittings are utilized in heating, ventilation, and air conditioning (HVAC) systems for commercial and industrial buildings. They are used to connect and route pipes carrying hot water, chilled water, and other fluids, as well as to connect HVAC equipment, such as boilers, chillers, air handlers, and pumps.
Fire Protection Systems: Black iron pipe fittings are a common choice for fire protection systems in industrial facilities, warehouses, and commercial buildings. They are used to connect pipes carrying fire sprinkler systems, standpipes, and fire hydrants, providing reliable and robust connections to ensure effective fire suppression.
Industrial Plumbing: Black iron pipe fittings are employed in various industrial plumbing applications, including water supply lines, wastewater systems, and drainage systems. They are used to connect pipes, valves, pumps, and other plumbing components, facilitating the efficient transport and control of water and other fluids.
Compressed Air Systems: Black iron pipe fittings are suitable for compressed air systems in industrial environments. They are used to connect and route pipes carrying compressed air to power pneumatic tools, machinery, and other equipment.
These are just a few examples of the diverse industrial applications where black iron pipe fittings are commonly used. The robustness, durability, and compatibility of black iron pipe fittings make them well-suited for handling different fluids, gases, black iron pipe fitting and demanding industrial conditions.
What are some advantages of using black iron pipe fittings in industrial settings compared to other types of fittings?
When compared to other types of fittings, black iron pipe fittings offer several advantages in industrial settings.
Here are some of the key advantages:
Strength and Durability: Black iron pipe fittings are known for their strength and durability. They can withstand high-pressure and high-temperature conditions commonly found in industrial applications. This makes them suitable for handling various fluids, gases, and solids in demanding environments.
Compatibility: Black iron pipe fittings are designed to be compatible with black iron or black steel pipes. This compatibility ensures a secure and reliable connection, minimizing the risk of leaks or joint failures. It allows for easy integration into existing systems or the construction of new systems using black iron pipes.
Versatility: Black iron pipe fittings come in a wide range of types, sizes, and configurations, providing versatility to meet diverse industrial needs. Elbows, tees, couplings, unions, and other fittings allow for changes in direction, branching, joining, terminating, and adapting to different pipe sizes, facilitating complex piping layouts.
Cost-Effective: Black iron pipe fittings are generally more cost-effective compared to some alternative materials, such as stainless steel or brass fittings. They offer a balance between affordability and durability, making them a cost-efficient choice for industrial applications where corrosion resistance is not the primary concern.
Fire Resistance: Black iron pipe fittings have inherent fire resistance properties. In industrial settings where fire protection is crucial, such as fire sprinkler systems or fire suppression systems, black iron fittings can withstand high temperatures and contribute to the overall fire safety of the facility.
Availability: Black iron pipe fittings are widely available in plumbing supply stores and industrial suppliers, making them easily accessible for various projects. Their popularity and widespread usage ensure a consistent supply and availability of different types and sizes of fittings.
Familiarity and Industry Acceptance: Black iron pipe fittings have been used in industrial applications for a long time and have gained wide acceptance in the industry. Many professionals are familiar with their installation, handling, and maintenance procedures, which contributes to their continued usage in industrial settings.
It’s important to note that black iron pipe fittings are not suitable for all applications. They may not be ideal in environments with high levels of moisture or corrosive substances. In such cases, alternative materials like stainless steel or PVC fittings may be more appropriate. Proper consideration of the specific requirements of the industrial application is essential when selecting the type of fittings to use.
by Katie Fowler·Comments Off on What are some common maintenance tasks for silicone hose pipes?
Proper maintenance of silicone hose pipes is important for ensuring their long service life and reliable performance.
Here are some common maintenance tasks for silicone hose pipes:
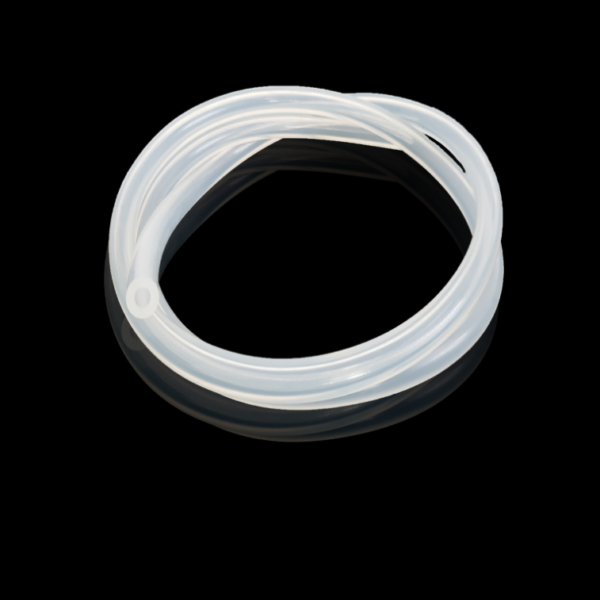
Regular visual inspection: Silicone hose pipes should be inspected regularly for signs of wear, damage, or degradation. Look for cracks, splits, or bulges in the hose, as well as signs of abrasion or damage to the outer surface.
Check for leaks: Check the hose connections regularly to ensure that there are no leaks. Leaks can cause fluid loss, which can damage the engine or other components.
Clean the hose: Silicone hose pipes can become clogged with dirt, debris, or other contaminants over time. Clean the hose periodically with a mild detergent and warm water to remove any buildup.
Check the clamps: The hose clamps should be checked regularly to ensure that they are tight and secure. Loose clamps can cause leaks or damage to the hose.
Replace worn or damaged hoses: If a silicone hose pipe is worn, damaged, or degraded, it should be replaced. Continuing to use a damaged or worn hose can lead to leaks, engine damage, or other problems.
Inspect the hose connections: Check the hose connections regularly to ensure that they are tight and secure. Loose connections can cause leaks or damage to the hose.
By following these maintenance tasks, you can help ensure that your silicone hose pipes function properly and reliably. silicone hose pipe It is also important to follow the manufacturer’s instructions for installation, use, and maintenance of the hose to ensure that it is used safely and effectively.
How often should I perform a visual inspection of my silicone hose pipes?
The frequency of visual inspections for silicone hose pipes can vary depending on the specific application and operating conditions. However, it is generally recommended to perform visual inspections on a regular basis to ensure that the hoses are in good condition and functioning properly.
For most applications, it is recommended to inspect silicone hose pipes at least once every six months. However, in applications where the hoses are exposed to extreme temperatures, harsh chemicals, or other harsh operating conditions, more frequent inspections may be necessary.
It’s also important to inspect silicone hose pipes before and after any maintenance or repair work is performed on the system. This can help ensure that the hoses are properly installed and functioning correctly after any changes to the system.
If any signs of wear, damage, or degradation are found during a visual inspection, the hose should be replaced as soon as possible. Continuing to use a damaged or worn hose can lead to leaks, engine damage, or other problems.
In addition to regular visual inspections, it’s important to follow the manufacturer’s instructions for installation, use, and maintenance of silicone hose pipes. This can help ensure that the hoses are used safely and effectively and can help maximize their service life.